
公司動態(tài)NEWS
鉗工平台

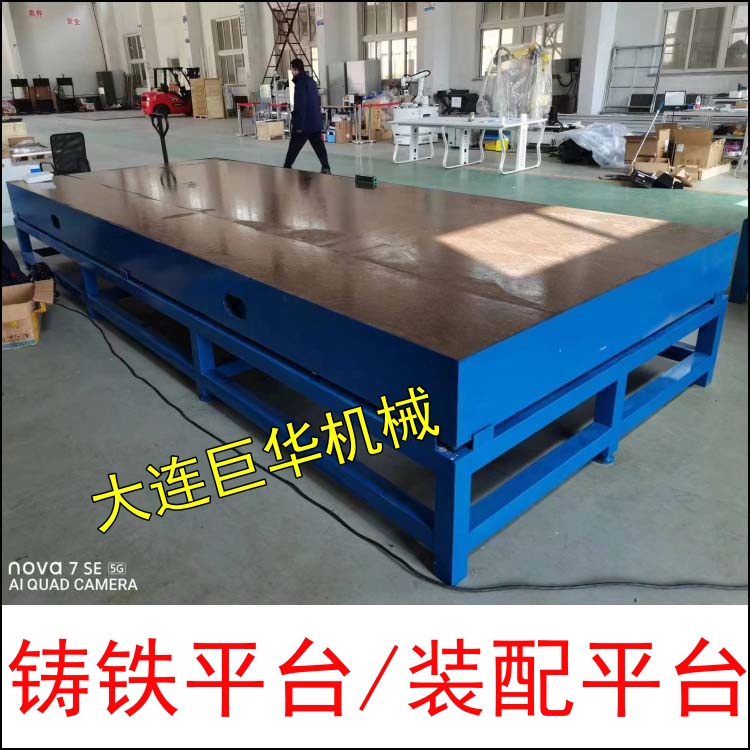
鉗工平台的自然時效和工藝:鉗工平台在調試(shì)完成後即可使用,室溫控製在20±5℃使,在台麵上檢測工件要輕放輕挪,不要集中使用(yòng)一個區域,盡量均(jun1)勻使用(yòng)整(zhěng)個鉗工平台的 麵積。鉗工平台的平麵上不易長久放置沉(chén)重工件,以及影響對角出現變形。在鉗工平台使用中,務必輕拿輕放任何工具減少磕碰,和必免過大的衝壓力(lì)。
鉗工平台的(de)平麵上不易(yì)長久放置沉重工件,以及影響對角出現變形。鉗工平台 堅持做好日常點點(diǎn)滴滴的維護工作,細節很重要,可以延長使用壽命(mìng)!鉗工平台不易變(biàn)形的(de)前提下就是 選合格的鉗工平台,要經過自然時效處理或者人工熱處理減少內應力等符合 標準工藝的。
鉗工(gōng)平台的形位偏差和工藝:適用於各種檢驗工作, 測(cè)量用的基準平麵,用(yòng)於機床機械測量基準,檢(jiǎn)查零件的(de)尺寸精(jīng)度或形位(wèi)偏(piān)差(chà),並(bìng)作 劃線。在機械製造中也是不可缺少(shǎo)的基本工具。材料為高強度鑄鐵(tiě)HT200-250工(gōng)作麵硬度為HB160—210。經過兩次處理(人工退火600度(dù)----700度或自然時(shí)效(xiào)2---3年),使該產品的精度穩定,耐磨性能好。
使(shǐ)用說明
1、鉗(qián)工平台在使用前用無腐蝕性汽油(yóu),將工作(zuò)麵的防鏽油洗淨,並用脫脂棉紗擦拭幹淨,方(fāng)可使用。
2、溫度變化會使(shǐ)鉗(qián)工平台的測(cè)量產生誤差,應在20±5℃範圍內使用。
3、鉗工平台(tái)在使用時用水平(píng)儀調整到水平,使支點均勻分布各支點上。
4、鉗(qián)工平板用時小心(xīn)、嚴防碰撞。
5、在鉗工平(píng)台用完後擦淨,塗(tú)無(wú)水酸性的防鏽油,覆蓋防潮紙,置於清潔幹燥處存放。
6、鉗工平台的周檢期 長為一年。
鑄鐵鉗(qián)工平台的工作步驟:
1、查看檢具及主要配套設備合格(gé)證是否在 期內,如不在 期(qī)內則(zé)一律不準使用,應及時與維修人員聯係,檢查檢具(jù)還是否合格。
2、鉗工平台檢定地點溫度是否滿足檢定規程的(de)要求(20±5℃),如不滿足,應使用空調器調節檢定地點溫度,使其滿足要求。
3、清洗被檢鉗工平台表麵,用120#溶(róng)劑(jì)汽(qì)油清洗擦淨。
4、鉗工平台檢定工具在檢定地點平衡溫度的時(shí)間(jiān)應(yīng)不少於四小時。
鉗工平(píng)台鑄造時的注意事項
1、鑄造碾砂進程的(de)操(cāo)控,型砂的性能將直接影響量具鑄件的質量,因而,型砂大概具有傑出的透氣性,濕強度、流動性、可塑性和讓步性等。
2、嚴(yán)厲依照加料次序:舊砂(shā)-新砂-粘土-煤粉-水。混碾(niǎn)時(shí)刻定在6~7min,混(hún)碾後進行約5h左右調勻。調勻後進行過篩、打鬆後再用,使型砂具有鬆散性,以進步透氣性(xìng)、流動(dòng)性等。
3、鑄(zhù)造澆注進程的操控。澆注前要(yào)對鑄水進行孕育和扒(bā)渣處置。在澆注進程中要不斷流、平穩,以防止衝砂而構成砂眼。
4、跑火時要及時堵住漏鑄水的部位,並補足鑄水,以削減冷隔、澆缺乏等缺點。
5、鉗工平台鑄造整理進程的(de)操控,整理進程是量(liàng)具鑄(zhù)件冷卻後從鑄型中整理量具鑄件,以取得外表無缺點的量具(jù)鑄件。

